- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик







Shell Mold Casting for Mechanical Engineering parts
Hot Selling Low Price Shell Mold Casting for Mechanical Engineering parts. Zhiye is a Shell Mold Casting for Mechanical Engineering parts manufacturer and supplier in China.Shell mold casting for Mechanical Engineering parts or shell molding is a metal casting process in manufacturing industry in which the mold is a thin hardened shell of sand and thermosetting resin binder backed up by some other material. The internal surface of the shell mold is very smooth and rigid. This allows for an easy flow of the liquid metal through the mold cavity during the pouring of the casting, giving castings a very good surface finish. Shell mold casting enables the Ningbo Zhiye manufacture of complex parts with thin sections and smaller projections than green sand mold casting. Manufacturing with the shell mold process also imparts high dimensional accuracy. Tolerances of .010 inches (.25mm) are possible. Further machining is usually unnecessary when casting by this process. Shell mold casting is particularly suitable for steel castings under 20 lbs; however almost any metal that can be cast in sand can be cast with shell molding process. Also much larger parts have been manufactured with shell molding. Typical parts manufactured in industry using the shell mold casting process include cylinder heads, gears, bushings, connecting rods, camshafts and valve bodies.
Send Inquiry PDF DownLoad
Product Description
Zhiye is one of the famous China Shell Mold Casting for Mechanical Engineering parts manufacturers and Shell Mold Casting for Mechanical Engineering parts suppliers. Our factory specializes in manufacturing of Shell Mold Casting for Mechanical Engineering parts.
Material:BS3100-A4
Technique:Shell Mold Casting with Phenol Formaldehyde Resin pre-coated Sand
Gross Weight:10.5KG
Application Area:Mechanical Engineering
Product Name:Connecting device
Anti-Rust:with anti-rust water
Heat treatment:Is Fire




Specification
|
Product Name |
shell mould casting parts |
|
Quality Assurance |
ISO9001:2015 Certified |
|
Material |
Aluminum Alloy:5052 /6061/ 6063 / 2017 / 7075 / etc. |
|
Brass Alloy:3600/ 3602 / 2604 / H59 / H62 / etc. |
|
|
Stainless Steel Alloy:303 / 304 / 316 / 412 / etc. |
|
|
Steel Alloy:Carbon Steel / Die Steel / etc. |
|
|
Titanium Alloy: Grade 1/Grade 2/Grade 2 H/Grade 3/Grade 5/etc. |
|
|
We handle many other type of materials. Please contact us if your required material is not listed above. |
|
|
Surface Treatment |
Blacking,polishing,anodize,chrome plating,zinc plating,nickel plating,tinting |
|
File Formats |
Solid Works,Pro/Engineer, AutoCAD(DXF,DWG), PDF,TIF etc. |
|
Machining Equipment |
Machining Center / CNC Lathes / Grinding Machines / Milling Machines / Lathes / Stamping Machines/ Full Automatic Lathe /etc. |
Packing & Delivery

To better ensure the safety of your goods, professional, environmentally friendly, convenient and efficient packaging services will be provided.
|
Process |
Shell Mold casting |
|---|---|
|
Pattern |
Steel mold |
|
Mould Shell |
Phenolic resin coated sand |
|
Technology Characteristics |
Suitable for mass production, and simple structure parts. |
|
Tolerance Range |
CT7 to CT8 |
|
Single Weight |
0.2KGS to 50KGS |
|
Surface Roughness |
RA12.5 |
|
Casting Material Type |
Carbon Steel, Alloy Steel, Stainless Steel, Grey Iron and Ductile Iron |
|
Common Material Specification |
GB, ASTM,SAE,AISI,DIN,BS,JIS,NF,EN,AAR,ISO |
|
Product application field |
Automobile, Engineering Machinery, Railway, Marine, Agricultural Machinery, Mining and other industrial fields |
FAQ
1. What is Shell Mold Casting
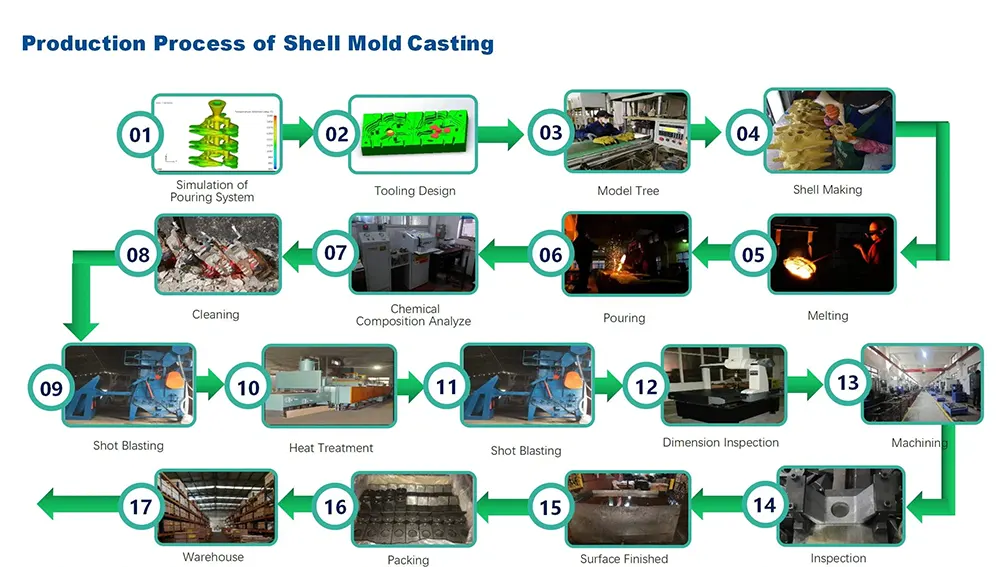
The shell mold casting process is a relatively new casting technology, and it developed as an industrial manufacturing process during the mid 20th century in Germany. We can also call it shell molding because a disposable sand-resin-mixed shell is made by a set of metal molds during the process. And we can pour the molten metal directly into the sand-resin shells to cast out the desired workpieces.
The molten metals applied for the shell mold casting process include cast iron, carbon steels, alloyed steels, stainless steels, copper alloys, and aluminum alloys. Large-sized parts do not apply to this process because of the metal patterns, while shell molding suits small-to-medium-sized metal parts that required higher accuracy and smoother surfaces.
It is most suitable for thin-walled products with high quality surface finish requirements. Because this process has better
surface finish and more precise tolerance than sand casting, it is suitable for casting the workblanks with complex shapes,
especially complex cavities
2. How to prevent the formation of air holes in castings?
The effective methods to prevent bubbles are: reducing the gas content in the metal liquid, increasing the air permeability of sand mold, and adding an air riser at the top of the mold cavity.
3. How to avoid the situation of sticky sand?
The surface of the casting is adhered to a layer of sand which is difficult to remove.It not only affects the appearance of
casting, but also increases the workload of casting cleaning and cutting, and even affects the life of the machine.The method to prevent the formation of sand is to add coal powder in molding sand, and to brush the surface of the cast mold with anti-sand paint.
4. How to identify shrinkage?
(1) Observe the surface shape of casting defects. If the surface is uneven, very rough, and dark gray, the hole with irregular
shape is shrinkage cavity.
(2) If the location of the hole is at the final solidification thickening of the casting, or at the hot spot where the two walls
intersect, and is located in the middle or upper part of the section, it is a shrinkage cavity.
(3) The most concentrated hole defects on the thick and large section of steel castings are shrinkage or air shrinkage.
5. How to prevent sand expansion?
In order to prevent sand expansion, the strength of sand mold and the rigidity of sand box should be increased, and the pressing force or fastening force when closing the box should be increased. In addition, the pouring temperature should be reduced to make the surface of molten metal crust earlier, so as to reduce the pressure of molten metal on the mold.
6. How to prevent sand inclusion?
Sand inclusion is a kind of groove and scar defect formed on the surface of castings, which is very easy to produce in wet mold casting of heavy plate castings. Avoiding large plane structure can effectively prevent sand inclusion.
7. How to identify the wrong type, wrong core and off-core?
(1) Dislocation is the defect that one part of the casting is staggered with another part at the parting surface, which is usually
caused by inaccurate positioning of the mold.
(2) The core staggering is that the sand cores are staggered at the parting surface, which makes the inner cavity of the casting
deform and the outer surface shape of the casting is correct.
(3) Core deviation is caused by improper change of sand core position, which results in casting shape and size inconsistent with
the drawing.
Hot Tags: Shell Mold Casting for Mechanical Engineering parts, China, Manufacturers, Suppliers, Factory, Wholesale, Quotation, Customized, Discount, Lower Price, In Stock, Latest Selling
Related Category
Carbon Steel Casting
Alloy Steel Casting
Stainless Steel Casting
Ductile Iron Casting
Gray Iron Casting
High Chromium Cast Iron Casting
Silica Sol Investment Casting
Lost Foam Casting
Shell Mold Casting
Water Glass Investment Casting
Composite Lost Wax Investment Casting
Ni-Resist Ductile Iron
Send Inquiry
Please feel free to give your inquiry in the form below. We will reply you in 24 hours.